
随着科技的飞速发展,传统企业物资仓库管理正经历着一场前所未有的变革。重力识别技术、电子标签以及物联网技术的深度融合,为企业打造了一个高效、精准且智能化的新型仓储管理体系,开启了物资管理的新篇章。
一、重力识别:精准感知库存动态
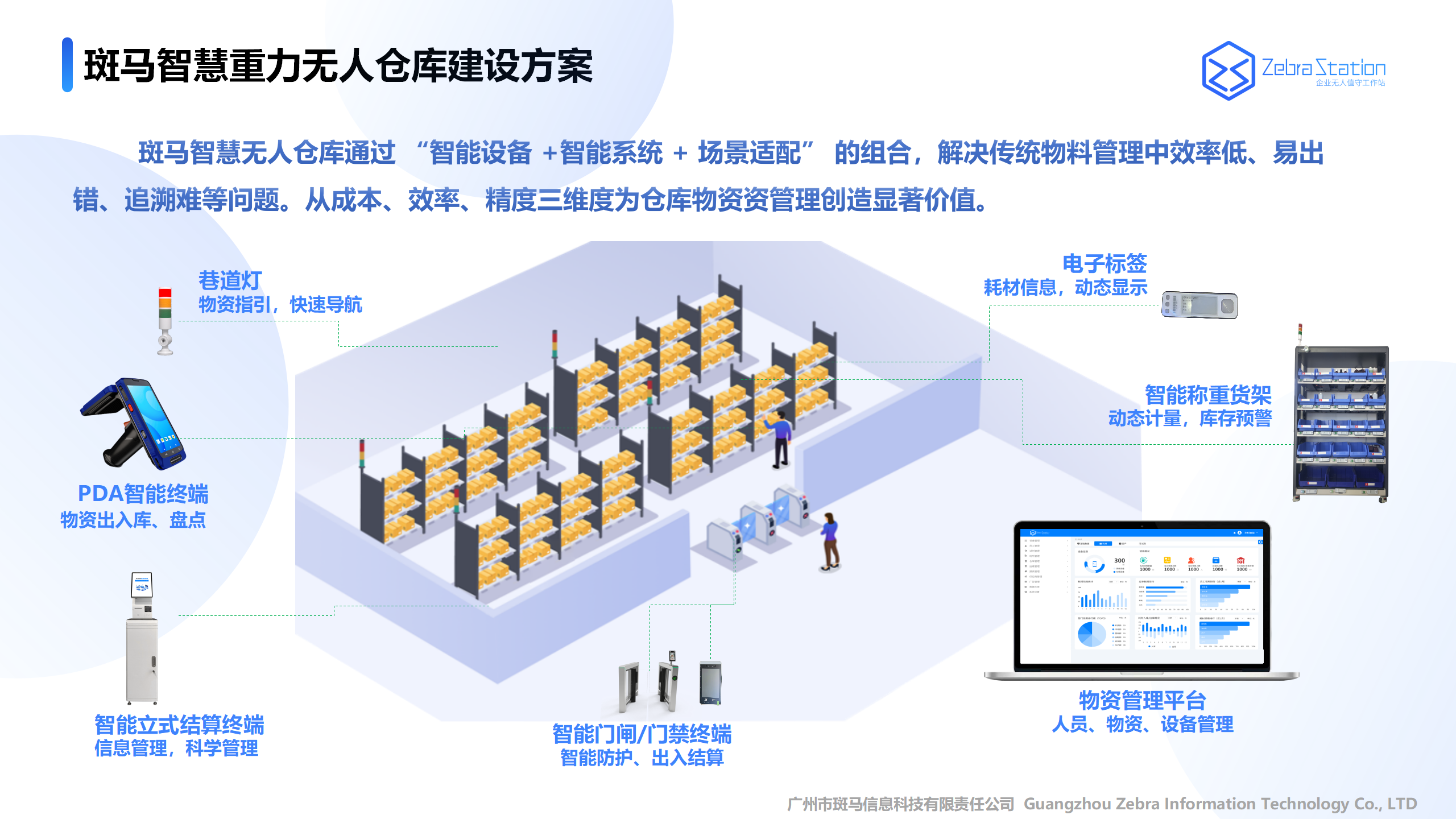
重力识别技术是这一创新体系的核心之一。通过在货架或存储容器底部安装高精度的压力传感器,系统能够实时监测并记录每个位置上物品的重量变化。当有物资被存入或取出时,相应的重量数据会立即上传至中央管理系统。这种非接触式的测量方式不仅避免了人工盘点的繁琐与误差,还能实现对库存量的动态跟踪。例如,在某汽车零部件制造企业的仓库中,采用重力识别技术后,管理人员可以精确到单个零件级别的库存情况,大大提高了补货的准确性和及时性,减少了因缺货导致的生产中断风险。
该技术的优势在于其高度自动化和连续性监控能力。相较于传统的条形码扫描或RFID读取,重力识别无需直接视线对准标签,也不受遮挡影响,能够在复杂环境下稳定工作。此外,结合大数据分析算法,系统还能预测未来的供需趋势,为采购决策提供科学依据,进一步优化库存结构,降低持有成本。
二、电子标签:信息交互的桥梁
电子标签作为物理世界与数字世界的连接点,在这一系列解决方案中扮演着至关重要的角色。每个物资项都被赋予唯一的电子标签,其中存储着详细的产品信息,如名称、规格、生产日期、有效期等。这些标签可以是主动式的(自带电源发射信号)或是被动式的(依赖外部设备激活),但都能快速被读写器捕获并传输数据至后台系统。
在入库环节,员工只需将贴有电子标签的商品经过专用通道,系统即可自动完成登记手续,包括分配储位、更新数据库等工作;出库时同样简单快捷,只需扫描目标商品的电子标签即可完成拣选指令下达。更重要的是,电子标签支持批量操作和远程管理,使得大规模物资调配变得轻松自如。同时,它们还能与移动终端配合使用,方便现场工作人员随时查询货物状态,提升工作效率。
三、物联网技术:构建互联互通的网络
物联网技术则是将这些孤立的技术整合成一个有机整体的关键所在。它利用无线通信协议(如Wi-Fi, Bluetooth, LoRaWAN等),将分布在各个角落的设备——无论是重力传感器、电子标签阅读器还是其他智能装置——连接到统一的网络平台上。这样一来,所有收集到的数据都能汇聚到一个中心节点进行处理分析,形成全面的视图供管理者审阅。
基于云计算平台的强大计算能力和存储空间,企业可以实现跨地域的统一管控。比如,总部位于上海的公司可以通过云端界面实时查看位于北京分部的仓库运营状况,并根据需要进行资源调度。此外,高级的安全机制确保了数据传输过程中的安全性和隐私保护,防止敏感信息泄露。

四、综合应用案例分享
以某大型零售连锁企业为例,该公司在全国范围内拥有多个配送中心。引入上述三项技术后,其供应链效率得到了显著提升。具体来说,通过部署重力感应装置,实现了对各类商品存量的实时监控;利用电子标签简化了收货、上架及发货流程;借助物联网平台实现了全链条可视化管理。结果显示,该企业的库存周转率提高了30%,错误率下降了80%,整体物流成本降低了约25%。
另一个成功案例来自制药行业。由于药品的特殊性质(如温控要求高、保质期短),对其存储条件有着严格规定。一家知名药企采用了集成了温度监测功能的智能货架,配合电子标签记录每批药品的具体参数,再由物联网系统统一调控环境因素并预警即将过期的产品。此举不仅保证了产品质量安全,还有效减少了浪费现象。
五、未来展望
随着人工智能、机器学习等领域的进步,未来的智能仓库将会更加智能化。例如,AI算法可以根据历史销售数据预测热门商品的需求量,提前做好备货准备;机器人则可以在人类指导下自主完成搬运任务,甚至参与到复杂的分拣工作中去。而这一切的基础仍然是准确可靠的数据采集能力——这正是重力识别、电子标签与物联网技术所提供的坚实支撑。
总之,重力识别、电子标签与物联网技术的有机结合,为企业物资仓库管理带来了革命性的变化。它们不仅提升了运营效率和准确性,还为企业节省了大量成本,增强了市场竞争力。随着技术的不断成熟和应用范围的扩大,我们有理由相信,这一趋势将成为推动整个行业发展的强大动力。